Seznam kapitol
FFF 3D tiskárna je ideální pro začátečníky a patří k nejrozšířenějším na trhu. Dnes se podíváme na to, jak funguje, jaké jsou dostupné modely a materiály. Vyplatí se model za 5000 Kč, nebo je lepší si připlatit?
Minulý díl "3D tisk: jak funguje a kde začít?" otevřel brány do světa prostorového tisku a dnes se podrobněji podíváme na nejpopulárnější technologii. Ceny FFF tiskáren totiž startují od několika tisíc korun, a tak si mnohem snadněji hledají kupce, než profesionální modely za desetitisíce až statisíce.
Dříve, než se pustíme do samotného popisu technologie, si pojďme vysvětlit, proč se tato technologie vyskytuje pod dvěma jmény. Fused Deposition Modeling (FDM) si zaregistrovala společnost Stratasys a komerčně ji tak nemůže nikdo využívat, proto se vyskytuje ještě druhý název Fused Filament Fabrication (FFF), ve výsledku se však mluví o tom samém.
Historie
Počátky FDM sahají do roku 1989 Steven Scott Crump zažádal o patent na stroj, který dokázal pomocí pohyblivé hlavy ukládat roztavený materiál v osách X, Y a Z. Ten po vyextrudování chladl a postupně získal pevné skupenství společně s finálními mechanickými vlastnostmi.
Položil tak základy první 3D tiskárně zpracovávající pevný materiál a společně se svou ženou Lisou Crump založili společnost Stratasys. První komerční FDM tiskárna byla uvedena na trh v roce 1992 pod názvem 3D Modeler.
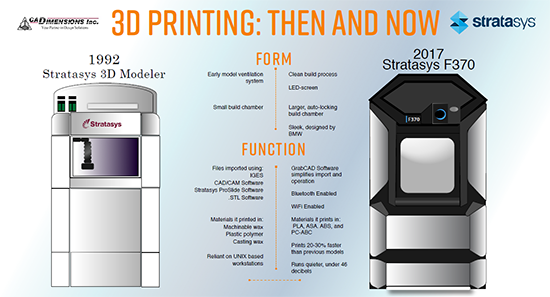
Stratasys vyrábí 3D tiskárny od 1992 (foto:caddimensions)
Tím, že Stratasys držel patent na takto obecný model, se ve vývoji FDM tiskáren poměrně dlouho neodehrával zásadnější konkureční boj a paralelně vznikaly další technologie 3D tisku. Zásadní zlom přichází až po roce 2009, kdy patent vypršel a firmy se specializací na FDM/FFF začaly vznikat jak houby po dešti: MarkerBot (2009), Ultimaker (2011), Prusa Research (2012).
S vypršením patentu a vzniku konkurence došlo také k zásadnímu pádu cen. Průmyslové modely se totiž prodávaly v hladinách statisíců až milionů korun, což je pro většinu spotřebitelů i menších firem naprosto nedosažitelná částka.

Projekt RepRap stojí za zrodem dostupnějších tiskáren (foto: RepRap)
Těsně s koncem patentu Stratasysu se také objevil první výsledek z projektu RepRap (Replicating Rapid Prototyper). Ten již v roce 2004 založil Brit Adrian Bowyer. Hlavní snahou bylo vytvořit stroj, který by dokázal vytisknout díly pro své "děti", tedy další tiskárny. Tím se opět zásadně snížila částka, za kterou lze FFF tiskárnu sestavit. Navíc je projekt open source a veškeré poznatky s vývojem byly sdíleny veřejně a zdarma.
Z RepRapu dnes vychází řada výrobců i dalších projektů a nebýt Adrian Bowyera společně s další komunitou vývojářů, do které mimochodem patří i Josef Průša, tak bychom dnes levné FFF tiskárny neměli.
Materiály pro FFF
S popisem FFF technologie začněme trochu netradičně odzadu, neboť si nejdříve představíme materiály, které se pro tento druh 3D tisku používají. Z jejich parametrů, vlastností a omezení si pak totiž snadněji představíte, jak tiskárna vypadá a jaké jsou případné limity pro tisk.
Myšlenka FDM/FFF je založena na extrudování materiálu na tiskovou podložku. Tím materiálem je v drtivé většině termoplast, který je ve výchozím stavu v pevném skupenství. Lze s ním tedy snadněji manipulovat, než např. s kapalinou. Pro FDM/FFF se dodává ve formě strun a trhu dominuje průměr 1,75 mm, menší zastoupení pak má 3mm verze. Zjednodušeně lze říci, že vypadá jako struna do sekačky na plastové špulce.

Tiskové struny se prodávají nejčastěji na cívkách (foto SD3D)
Forma struny je výhodná z mnoha důvodů a např. v porovnání s jemným prachem má výrazně menší měrnou plochu a tím se značně snižuje množství absorbované vzdušné vlhkosti. Pro všechny materiály určené na 3D tisk však obecně platí, že je vhodné je skladovat v suchém prostředí. "Nasátí" vlhkosti může značně ovlivnit vlastnosti a způsobit problémy s tiskem.
Vraťme se k definici termoplastu, neboli materiálu, který je ve výchozím stavu pevný a pro to, aby byl tvárný (plastický) potřebuje teplo. Hodnoty, při kterých jednotlivé termoplasty začnou měnit skupenství, se liší a zároveň je nutné dodržet určitý rozsah. Pokud to s teplotou přeženete, bude vaše tiskárna připomínat spíše průtokový ohřívač. V krajním případě filament spálíte a "provoníte" celou místnost.
Výrobců FFF materiálů (filamentů) je již poměrně dost a několik z nich pochází i z české kotliny. Jednotlivé filamenty se mezi sebou liší kvalitou, složením, množstvím barevného pigmentu, bodem tání, ale také průměrem. Zatím totiž neexistují normy, nebo směrnice, které by výrobce nutily dodržovat jisté rozmezí, a tak se zejména u levných čínských variant můžete dočkat všemožných průměrů sahajících až +/- 0,2 mm od 1,75 mm, což se samozřejmě negativně projeví na kvalitě tisku, v horším případě vám takový filament ucpe tiskárnu.
Materiály pro FFF se mezi sebou liší pevností, pružností, odolností proti chemikáliím a dalším externím vlivům. Čím sofistikovanější a odolnější materiál, tím roste i jeho cena. Pozor však na různé "trendy" materiály, které jsou drahé, avšak jejich reálný přínos není úměrný cenovce.
Nabídka materiálů se raketově rozrůstá a velcí výrobci v oblasti chemického průmyslu se neustále snaží vylepšit jejich vlastnosti, případně přinést na trh úplně nové řešení.
Nejběžnější materiály pro FDM tiskárny
PLA
Pokud budete s 3D tiskem začínat, je PLA naprosto ideální. Je to nenáročný materiál a lze z něj vytisknout prakticky jakoukoliv geometrii. PLA (Polylactic Acid) je získáván z kukuřice nebo cukrové třtiny a pochází tedy z obnovitelných zdrojů. Výrobci je často deklarován jako bio-degradable, tedy rozpustitelný/recykovatelný, avšak nikoliv pohozením do kompostu, je zapotřebí použít patřičný roztok.

PLA je ideální pro rychlé prototypy (foto Sculpteo)
PLA je výborným pomocníkem pro tvorbu prvních prototypů, prakticky nezapáchá a prozatím se neprokázala zdravotní závadnost v podobě částic uvolněných během tisku. Lze ho tedy používat např. v kanceláři, aniž by to ovlivňovalo okolí.
Kde naopak PLA ztrácí, je mechanická a teplotní odolnost. Jeho nízký bod tavení (cca 200-215 °C) je úzce provázán i s teplotou, při které opětovně měkne (50 - 60 °C). Stačí jej tedy ponechat v létě na palubní desce auta a sluneční svit se postará o zbytek. Kromě tepla mu nesvědčí ani UV záření. V externím prostředí tedy velmi rychle (v řádu měsíců) přijde o pevnost a snadno se tak zlomí či jinak poškodí.
Mechanické vlastnosti i teplotní odolnost PLA lze zlepšit různými technikami, avšak je nutné počítat se smrštěním objektu a kompenzovat to již při návrhu 3D modelu.
ABS
Materiál původně vyvinutý pro vstřikolis byl jedním z prvních, který se FDM tiskárny pokusily zpracovat, aby se tak jejich výrobky daly používat i pro mechanické a obecně více namáhané díly. ABS je v tomto ohledu výrazně lepší, výchozí pevnost i UV odolnost je oproti PLA skokově vyšší. Pro roztavení potřebuje teploty okolo 250 °C, měkne až od teplot nad 100 °C.

ABS lze chemicky vyhladit, výsledek vypadá skvěle (foto All3DP)
Každá mince má dvě strany a ani ABS není dokonalé, spíše naopak. Jeho nevýhody často převáží pozitiva. ABS se při chladnutí zásadně smršťuje a často se tak oddělí od tiskové podložky (nadzvedne), případně popraská na již vytištěném objektu. Při designu i tiskové přípravě na to musíte jako designér myslet. Je nutné počítat i s větší ztrátovostí tisků. Při tisku větších objektů je naprosto zásadní vyhřívaná podložka a velmi pozitivní vliv má i uzavřená tisková komora, kde snadněji udržíte vyšší teploty a tím pádem budete mít menší teplotní rozdíl oproti již vyextrudovanému materiálu, což pozitivně ovlivní míru smršťování.

Zvednuté rohy, praskliny... klasický znak ABS (foto rigid.ink)
ABS vzápětí vyloží další negativní trumfy v podobě citelného zápachu a tisk ve společných prostorách je tak dlouhodobě nemyslitelný. Posledním hřebíčkem jsou částice, které se uvolňují do vzduchu a dle posledních studií nemají úplně nejlepší vliv na lidské zdraví. Proč se tedy ABS používá? Je mechanicky, teplotně i UV odolné a lze jej chemicky vyhladit prakticky do souvislého povrchu. Pozor jen na různé deriváty ABS, které mají zvýšenou chemickou odolnost a nelze je tedy vyhladit výpary acetonu.
PETG
Další z hojně používaných materiálů si při svém nástupu nesl "Novou naději" při podobných vlastnostech, jako má ABS, vymazat jeho negativní. Do značné míry se to povedlo a PETG, které znáte ve formě plastových lahví (PET), se výrazně lépe tiskne. Méně se smršťuje i praská, není tak výrazně cítit a i ze zdravotního hlediska není označováno jako závadné.

PETG lze zakoupit i v transparentním provedení (foto taulman3d)
Oproti ABS má o něco horší mechanické vlastnosti, taví se při teplotách okolo 230-240 °C a opětovně měkne okolo 90 °C. V externím prostředí vydrží déle než PLA a je chemicky odolné. V rámci základní nabídky materiálů je tedy vhodnějším kandidátem než výše uvedené ABS.
Ani PETG však nezůstává ušetřeno vlastních problémů a tím zdaleka největším je tzv. "stringování", které se projevuje jako viditelné tenké nitě. Dotištěný objekt tak vypadá, jako by vám v něm týden přebýval pavouk. Odstranit tento jev během tisku je velmi složité a často tak nezbývá, než vzít do ruky horkovzdušnou pistoli a výrobek opracovat.
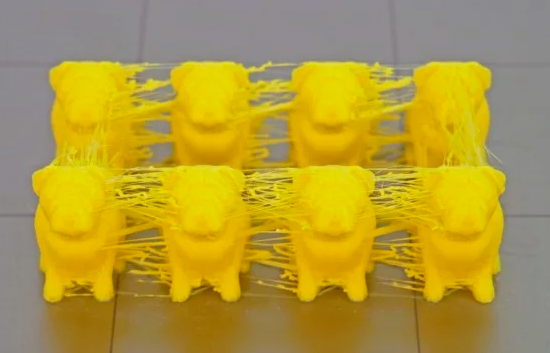
Největší problém PETG je takzvané "stringování" (foto All3DP)
Stejně jako ABS je u PETG důležité správně ošetřit tiskovou podložku. Na určitém typu povrchu (např. sklo) vám bez úpravy prakticky nebude držet, naopak u silně odmaštěných PEI fólií může přilnout natolik, že jej sundáte jen za cenu poškození buď objektu, nebo samotné podložky.
Všechny tři výše uvedené materiály se pohybují s cenami okolo 500-700 Kč za kilogram. V případě PLA jsou k dispozici různé kompozity (příměs dřeva, kovů, carbonu, ...), které dokáží navýšit cenu na 1000-2000 Kč za kg.
Pokročilé materiály pro FDM tiskárny
V průmyslovém prostředí se kromě výše uvedených používají pokročilejší a také výrazně dražší materiály. Vznikají z nich prototypy i konečné výrobky a čím dál tím častěji se objevují v nejnovějších dopravních prostředcích, ale také v malosériové produkci komponent.
Polykarbonát (PC)
Materiál, který vyniká vysokou mechanickou i teplotní odolností. Jeho struktura se mění až při 150 °C. Lze jej tedy použít na výrobky s vysokým tepelným namáháním a snese i značnou dávku silového namáhání včetně ohýbání.
Hever z polykarbonátu, který uzvedne 240 kg? Více ve videu
Odolnost proti teplu si vybírá daň v podobě velmi vysokých tiskových teplot. Byť se do polykarbonátu přidávají různá aditiva, která snižují bod tavení, stále se pohybujeme okolo 300 °C a s tím si neporadí levné FDM tiskárny. Jednak často nemají dostatek výkonu na dosažení takových teplot a také využívají konstrukci s PTFE trubičkou uvnitř, které takto vysoké teploty nesvědčí.
Vysoký rozdíl teplot mezi tištěným objektem a okolím stejně jako u ABS může způsobovat smršťování, praskání nebo odlepování. PC se tedy nejlépe tiskne na vyhřívané podložce a v uzavřené komoře.
Cenově vychází jeden kilogram PC na 1000 Kč a více.
Nylon (PA)
Svou premiéru si tento materiál odbyl již během 2. světové války, jeho druhé jméno je Polyamid a označení Nylon vzniklo spojením New Yorku a Londýna. Vyniká opět pevností, částečnou flexibilitou a má nízký součinitel tření. Během tisku není na rozdíl od ABS cítit.

Nylon je flexibilní, nemá však rád vlhkost (foto Simplify3D)
Největší nepřítel Nylonu je vlhkost, materiál je totiž velmi hygroskopický a doslova nasává vodu ze vzduchu. Musíte jej tedy skladovat v suchém prostředí, což platí i pro tisk. Pokud se k němu dostane vlhkost, budete mít téměř jistě problémy při tisku a s vlastnostmi tištěného modelu.
Cenově se Nylon pohybuje okolo 1000 Kč za kg, speciální verze např. s karbonovými vlákny vychází na 1500 Kč a více.
PEI/ULTEM
Polyetherimid je amorfní a transparentní materiál, ve světě 3D tisku se většinou vyskytuje pod obchodním značením ULTEM. Jeho výrobcem je společnost SABIC ze Saudské Arábie. Vyniká vysokou teplotní i chemickou odolností, svou strukturu mění až při teplotách nad 200 °C. Je tedy ideálním kandidátem do chemického i leteckého průmyslu. Konkrétně ULTEM 9085 je certifikován pro použití v civilních letadlech.
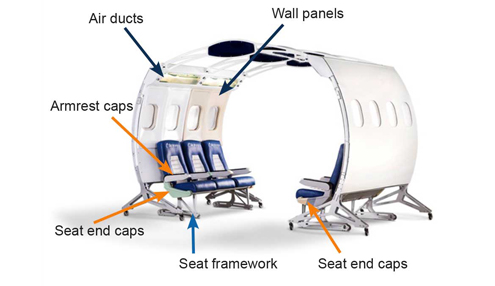
ULTEM míří do letadel, je lehký a zároveň pevný (foto Stratasys)
Na běžné tiskárně si však ULTEM snadno nevytisknete, potřebuje teploty nad 300 °C a tím pádem i celokovovou tiskovou hlavu. Ještě donedávna byl jediným výrobcem schopným z tohoto materiálu tisknout společnost Stratasys.
ULTEM nepatří mezi cenově dostupné materiály. Cívka s jedním kilogramem se pohybuje okolo 5000 Kč, což je zhruba desetinásobek ceny za PETG nebo ABS.
BVOH/PVA/HIPS
Značná část 3D tištěných modelů vyžaduje při tisku podpory a důvod si vysvětlíme za chvíli. V minulosti se podpory tiskly ze stejných materiálů jako finální objekt, avšak jejich následné oddělování je komplikované. Proto vznikají materiály, které jsou rozpustitelné v roztocích, a to včetně běžné domácí vody.
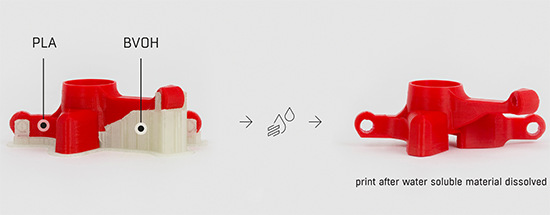
Rozpustitelné podpory dovolí prakticky libovolnou geometrii (foto 3DGence)
Na trhu se v současnosti vyskytuje několik druhů a každý z nich cílí na jiný tiskový materiál, zatímco pro ABS je vhodný HIPS, pro PLA je ideálním společníkem PVA neb BVOH. Dalším rozdílem jsou chemikálie, které potřebují k rozpuštění. Pro HIPS potřebujete Limonen a např. pro BVOH postačí voda z kohoutku.
Při uskladňování je naprosto zásadní fakt, že jsou tyto materiály většinou velmi hygroskopické a vyžadují prostory s minimální vzdušnou vlhkostí. Dalším omezením je nutnost použití tiskárny, která dokáže tisknout z více materiálů najednou. Ruční výměna filamentu není pro tento typ tisku možná.
Z hlediska ceny vychází nejlépe HIPS (700 Kč/kg), u ostatních se pohybujeme poměrně vysoko: PVA (2000 Kč/kg) a BVOH (5000 Kč/kg).
Materiálů pro 3D tisk je samozřejmě mnohem více a jejich popisem bychom mohli strávit ještě několik kapitol. Pokud vás problematika materiálů zajímá a chcete si nastudovat více informací, doporučím několik online zdrojů:
Simplify Materials Guide (v angličtině)
3D Printing Materials Guide (v angličtině)
Průvodce materiály Prusa3D (v češtině)
Materialpro3D (v češtině)
Před koupí jakéhokoliv materiálu si nejdříve nastudujte jeho vlastnosti i podmínky pro tisk. Rozhodně nespoléhejte na obecné poučky, ale vždy hledejte detailní informace ke konkrétnímu výrobku. Příkladem budiž Woodfill, Bamboofill, Corkfill, které jsou sice směsí PLA a dřevěných pilin, nicméně pro tisk vyžadují tvrzenou trysku, neboť jsou vysoce abrazivní a běžně dodávanou mosaznou by vám po pár výtiscích nenávratně poškodily.